
Press Release
Increasing the Degree of Sophistication in your Supply Chain Planning

Should I make or buy? Should I make to order or make to stock? Where should I keep my inventory, close to my client or in my factory? How much should my safety stock be and when should I reorder? How can I minimize my supply chain costs? Is inventory an asset or a waste?
Companies have always been tormented by these questions. The answer is not hidden in their supply chain network; it is the supply chain network itself. Companies that acknowledge their supply chain as a strategic asset achieve 70% higher performance.* In order to move towards the efficient frontier and achieve higher performance with minimum supply chain costs, a company should understand its uniqueness. Each organization has a unique makeup or configuration. Accompanied by a differentiated brand promise, this configuration can lead to the ongoing evolution of supply chain intelligence. But how can supply chains get smarter nowadays?
The answer, as we discussed in our earlier blog post on integrated supply chain optimization, is to optimize holistically, taking into account that all supply chain ingredients should act as a unified body. Understanding integrated supply chains and their implications is only the first step. Then, you can start exploring software options to drive growth, profitability and sustainability through integrated supply chain optimization.
How does Integrated Supply Chain Optimization (Integrated SCO) differ from traditional approaches?
Integrated SCO differs significantly from traditional approaches like Bill Of Materials Explosion (BOM), ABC Classification, Material Requirement Planning (MRP), or Manufacturing Requirement Planning (MRPII). With these approaches, companies would take the following sequential approach:
- Demand forecast generation
- Netting with actual orders and dispatched deliveries
- Initial matching of demand with supply through Master Production Scheduling
- Propagation of Material Requirements in the network through MRP
- Cross check with capacity constraints and if plan is possible proceed to shop floor execution otherwise create new MRP scenarios
- Addition of financial constraints like taxes or contractual agreements
- Execution
With integrated supply chain optimization, considerations such as demands, materials and capacities are taken into account simultaneously during the Master Supply Chain Scheduling(MSCS). Shifting away from the conventional trial and error MRP planning techniques, all stakeholders are allowed to do their preparations and then bring everything together to identify the best option for the business. Different strategic, financial, demand, supply and delivery scenarios are put together in one process which respects priorities and supply chain configuration. This process should also deliver a robust plan that can ensure the highest margins, the steepest growth and the highest asset utilization at minimum costs and risk.
Integrated supply chain optimization can help you overcome issues that cannot be resolved with traditional approaches like MRP, MRPII and ERP. These issues include:
- Wide and disturbing disconnects between strategic objectives and operational execution
- Difficulties in assessing the costs, risks and benefits of a changing supply chain strategy
- The inability to set optimal service level policies in each node of your supply chain network
- Highly cumbersome in providing a clear insight into the best response to an external or internal disturbance in the supply chain
Compared to MRP and MRPII tactics, integrated SCO commonly drives 20-30% reductions in supply chain costs and 10-20% improvements in time to market.
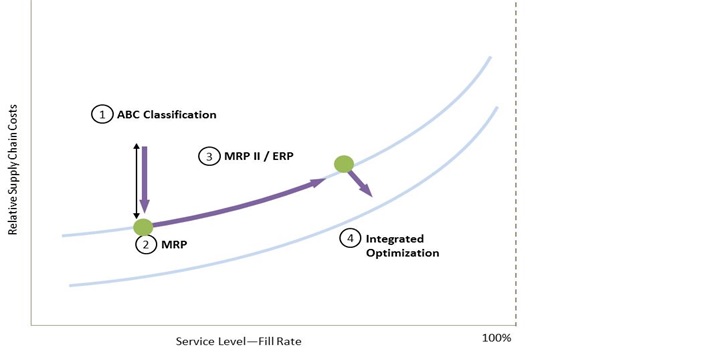
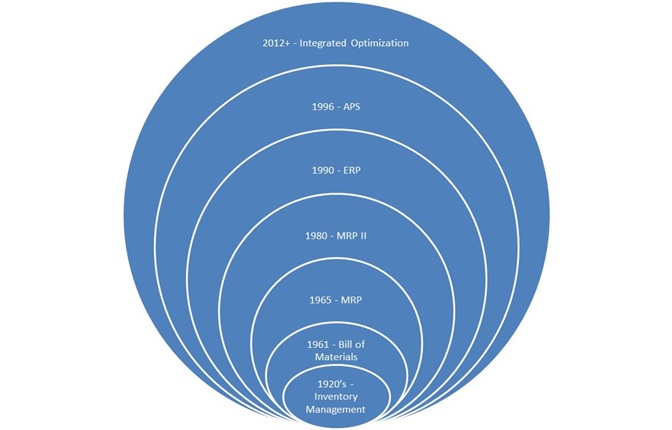
The evolution of traditional methods in supply chain planning can also be examined in the diagram below:
- BOM Explosion merely gives an insight on dependent demand and an overview of the material requirements
- ABC classification helps you understand the value of materials in the network but doesn’t prescribe any action for improvement
- MRP helps redistribute raw materials and finished goods in the network based on material requirements per tier, without considering capacities
- MRP II adds value by including some capacity constraints but optimizes locally
- ERP helps you put all the necessary data together, but lacks intelligence and optimization
- APS point solutions take WIPs into account but their scope is myopic and they lack transparency and ease of alignment with the rest of the systems
- Integrated Optimization looks at the whole network, taking into account all possible constraints (capacity, production, flow, tax, pricing, contractual, etc.) to orchestrate the supply chain at minimum costs and highest customer service levels
How is the integrated supply chain optimization approach faring in the industry?
Companies have been slow to adopt Integrated SCO, as evinced by the statistics presented below:
- Laggards (approximately 30%) — Companies employing practices that are significantly behind the average of the industry like BOM Explosion, ABC Classification and simple spreadsheets
- Industry Norm (approximately 60%) — Companies employing practices that represent the average or norm like MRP, MRP II, ERP solutions and excel-based supply chain planning
- Best in Class (approximately 10%) — Companies employing practices that are significantly superior to the industry norm like integrated end to end supply chain optimization**
Supply chain misconception is the main reason why companies struggle to gear up from industry norm to best in class performances. As a result companies’ top and bottom lines get gradually damaged, more misalignments between strategy and operations are created and resistance to change grows bigger. In order to tie up all the loose ends and move towards best in class performance, one should first be able to assess and understand why current practices are not coherent any more with business and operations targets. Let’s have a look.
Why is MRP not enough?
MRP is an algorithm that has proven its value in reducing inventories, as it recognizes the relationship between the demand for the final product and the components used to make it. Nevertheless, its scope is limited and myopic and its behavior tends to be nervous. Specifically, as customer orders consolidate and new Master Production Schedules (MPS) are fed to MRP, it might produce order releases that may be very different from the original ones. Even small changes in the MPS can result in large changes in planned order releases. MRP also assumes infinite capacity. This can create problems when production levels are near capacity limits. Finally, MRP does not shed light on Work In Progress materials, resulting in hidden excess inventory across the supply chain.
Evolution from MRP to MRP II still won’t save the day
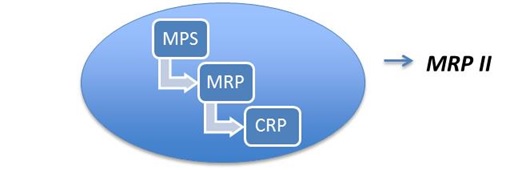
MRP II is an integrated manufacturing approach that tries to bridge the gap between MPS and Shop Floor Execution. It incorporates additional procedures to deal with the pain points of MRP and has a wider scope including MPS and Capacity Requirements Planning CRP in it. MRP II’s sequential approach (depicted below) is considering capacity constraints at all work centers. However, it is assuming infinite resource capacity in the MRP stage and infinite material capacity in the Capacity Requirement Planning stage. This may lead to infeasible plans.
Moving towards the ERP era with limited decision support capabilities
ERP is the successor of the MRPII approach. While MRP helped companies plan material purchases, and MRPII added in-plant scheduling and production controls, ERP aims to integrate the information flow from all departments within a company: finance, marketing, production, logistics etc. ERP systems though don’t provide enough details when it comes to the customer order perspective and are also incapable of supporting decisions for the future as their scope is localized and purely transactional.
APS systems for integrated planning but still not achieving best-in-class performance
APS systems try to bridge the gap left behind ERP systems and reach out for future strategic decisions. They are typically used by companies with a large number of orders on short lead times where the sequence in production is important. APS tools though are modular, narrowing down supply chain’s functional scope. On top of that they are devised in a way favoring certain supply chain configurations and can’t be customized to serve the needs of unique supply chains with complex constraints. Most importantly however, they decouple financial and material aspects thus decision making is incomplete.
The emerging need for Integrated Supply Chain Optimization
Aligning management objectives with supply chain processes is an extremely demanding task since it has a range of interrelated and independent activities. MRP, MRPII, ERP and APS are quite isolated and myopic systems helping organizations only to improve their internal processes and increase visibility. None of them supports present-to-optimal future decision making as they are lacking advanced intelligence and neglect most supply chain financials. Moreover due to their modularity, they are inadequately integrated with the rest of the organization both behaviorally and technically.
Integrated Supply Chain Optimization helps you overcome these limitations. It provides advanced what-if reasoning and therefore enables you to arrive at optimal decisions. Your company’s supply chain backbone can be aligned around a shared “version of the truth” that leads all operational activities. Best-in-class companies are already achieving greater than 20% supply chain cost reductions and service improvements with this approach. Last but not least, their supply chains become powerful enablers of their company’s business strategy.
Interested in learning more? Follow us on Twitter to get notified about our upcoming blog post, where we will discuss a client case that illustrates how integrated supply chain optimization works in practice.
**Sources: PwC, Aberdeen Group, Oliver Wight, APICS
Get a roundup of our best supply chain content every month in your inbox! Sign up for our blog digest here.

